




近些年随着全球能源价格不断上升,节能已经成为我国发展战略。正因如此,一种新型节能材料得到了广泛应用:就是陶瓷纤维,也称为硅酸铝纤维,比传统耐材如隔热砖和浇注料节能10%-30%,发展前景非常可观。
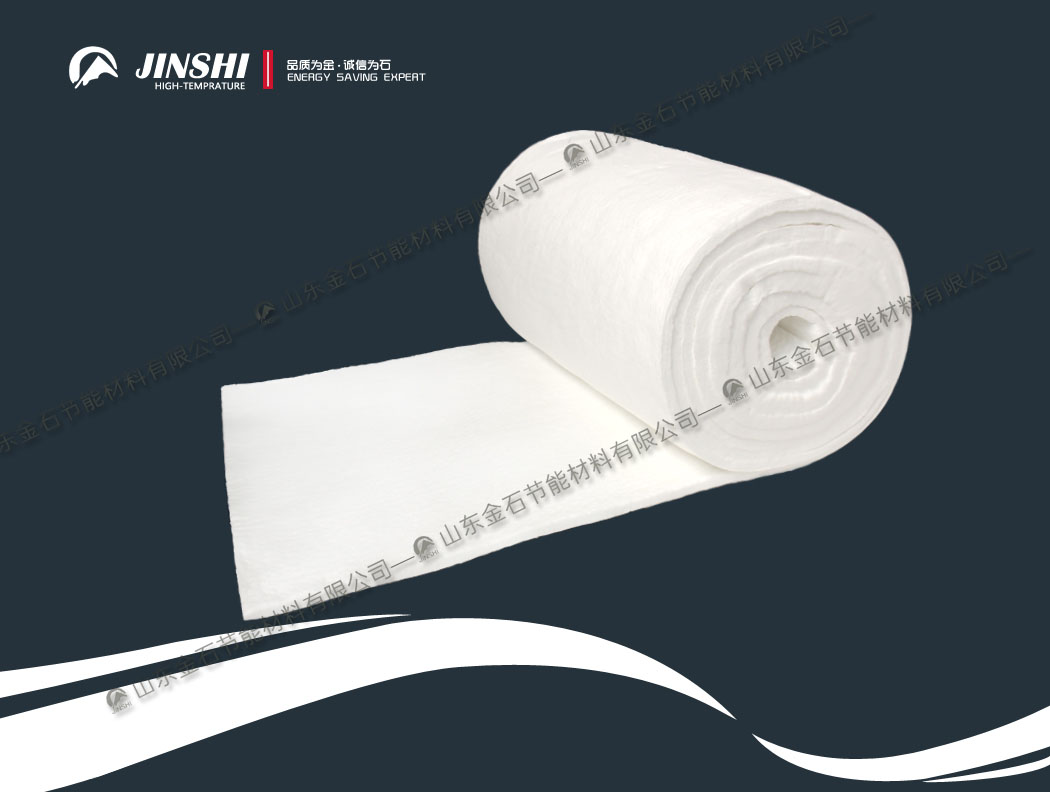
陶瓷纤维毯(硅酸铝纤维毯)采用双面针刺工艺制成,该工艺不含任何结合剂,强化针刺工艺提高了纤维的交织强度和毯的抗分层性能,并具备良好的抗拉强度,是极好的耐高温材料,耐高温可达1260℃。公司专业的技术指导安装,安装方法简单高效。典型应用于工业窑炉壁衬、背衬材料,高温环境填充及隔热,高温管道、热能设备保温,窑炉砌体膨胀缝、炉门、顶盖绝热密封等。
陶瓷纤维毯产品分类
1050陶瓷纤维毯 JSGW-112
1260陶瓷纤维毯 JSGW-212
高纯硅酸铝陶瓷纤维毯 JSGW-312
高铝硅酸铝陶瓷纤维毯 JSGW-422
含锆硅酸铝陶瓷纤维毯 JSGW-512
锆铝硅酸铝陶瓷纤维毯 JSGW-612
按尺寸划分,可根据编织袋容积分为以下几个规格:7200*610*20mm 5000*610*30mm 3600*610*50mm等。
化学性能:陶瓷纤维毯的主要成分是氧化铝,根据氧化铝纯度高低可划分为1050普通型、1260标准型、1260高纯型、1400高铝型、1400锆铝型及1430含锆型等6个型号。随着耐材行业技术的提高,氧化铝纯度不断提升,新推出的氧化铝纤维,耐温能达到1600度,刷新了陶瓷纤维行业的新纪录。但是由于技术要求极高,价格也是相当可观。
陶瓷纤维毯在施工时,需要首先进行检查其原材料,以确保它的质量并且进行下一道工序,其次我们需要对它的施工工艺有个大体的了解,具体每个步骤需要做什么,有什么需要注意的事项,这对于整个施工工程来说也是尤为重要的。
1、材料进场:原材料进场首先由专职技术质检人员和保管员进行检查,发现问题及时向公司和有关领导汇报,做到材料验收合格入库,进行下一道工序。
2、首先对C型陶瓷纤维毯表面进行清理,把表面粘有的碳粉和杂物清理干净,将第一遍防锈漆刷均匀,防止产生流淌和漏刷现象。
3、刷漆:刷油漆前一定把陶瓷纤维毯框表面灰尘擦干净,油漆调好,刷均匀,防止产生流淌和麻面现象。
4、制板:陶瓷纤维毯框焊接成型,框按要求焊接,焊缝表面不得有裂纹、焊瘤等缺陷,各焊接点达到规范要求和技术质量要求。
5、刮腻子:板面在刮腻子前一定把板面和两侧不平处找平,按要求两遍成活,一定把表面压实压好无抹印,陶瓷纤维毯框擦干净。
|
分类温度 |
1050 |
1260 |
1400 |
|||||||
|
产品代码 |
JSGW-112 |
JSGW-212 |
JSGW-312 |
JSGW-422 |
JSGW-512 |
|||||
|
加热永久线变化(%) |
950℃×24h≤-3 |
1000℃×24h≤-3 |
1100℃×24h≤-3 |
1200℃×24h≤-3 |
1350℃×24h≤-3 |
|||||
|
理论导热系数 (W/m.k) (128kg/ m³) |
(平均200℃) |
0.045-0.060 |
0.052-0.070 |
|||||||
|
(平均400℃) |
0.085-0.110 |
0.095-0.120 |
||||||||
|
(平均600℃) |
0.152-0.20 |
0.164-0.210 |
||||||||
|
理论体积密度(kg/m³) |
64/96/128 |
128 |
96/128 |
|||||||
|
产品规格(mm) |
14400/7200/7000/5000/3600/3000×610/1220×10/20/25/30/40/50 |
|||||||||
|
抗拉强度(厚度25mm)MPa |
≥0.04 |
|||||||||
|
AL2O3(%) |
≥44 |
≥45 |
≥45 |
52~55 |
38~40 |
|||||
|
Zr2(%) |
|
15~17 |
||||||||
|
AL2O3+SiO2(%) |
≥96 |
≥97 |
≥99 |
≥99 |
- |
|||||
|
AL2O3+SiO2+Zr2(%) |
- |
- |
- |
- |
≥99 |
|||||
|
Fe2O3(%) |
≤1.2 |
≤1.0 |
≤0.2 |
≤0.2 |
≤0.2 |
|||||
|
K2O+Na2O(%) |
≤0.5 |
≤0.5 |
≤0.2 |
≤0.2 |
≤0.2 |
|||||
|
包装形式 |
内塑料袋外编织袋 |
|||||||||